







PARAMETRII PRODUSULUI
| Nume produs | Reducție de țeavă |
| Dimensiune | 1/2"-24" fără sudură, 26"-110" sudate |
| Standard | ANSI B16.9, EN10253-2, DIN2616, GOST17378, JIS B2313, MSS SP 75 etc. |
| Grosimea peretelui | STD, XS, XXS, SCH20, SCH30, SCH40, SCH60, SCH80, SCH160, XXS și altele. |
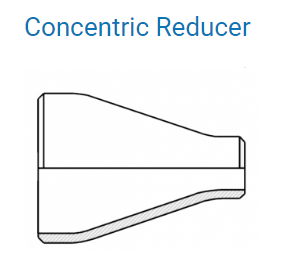
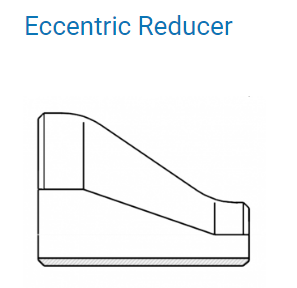
| Tip | Concentric sau excentric |
| Proces | fără sudură sau sudate cu cusătură |
| Sfârşit | Capăt teșit/BE/sudura cap la cap |
| Suprafaţă | culoare naturală, lăcuită, vopsea neagră, ulei antirugină etc. |
| Material | Oțel carbon:A234WPB, A420 WPL6 St37, St45, E24, A42CP, 16Mn, Q345, P245GH, P235GH, P265GH, P280GH, P295GH, P355GH etc. |
| Oțel pentru conducte:ASTM 860 WPHY42, WPHY52, WPHY60, WPHY65, WPHY70, WPHY80 și altele. | |
| Oțel aliat Cr-Mo:A234 WP11, WP22, WP5, WP9, WP91, 10CrMo9-10, 16Mo3 etc. | |
| Aplicație | Industria petrochimică; industria aeronautică și aerospațială; industria farmaceutică, gaze de eșapament; centrale electrice; construcții navale; tratarea apei etc. |
| Avantaje | stoc gata, timp de livrare mai rapid; disponibil în toate dimensiunile, personalizat; calitate înaltă |
APLICAȚII ALE REDUCTORULUI DE ȚEVI DE OȚEL
Utilizarea unui reductor din oțel se realizează în fabricile chimice și centralele electrice. Acesta face ca sistemul de conducte să fie fiabil și compact. Protejează sistemul de conducte de orice fel de impact advers sau deformare termică. Atunci când se află pe circuitul de presiune, previne orice tip de scurgeri și este ușor de instalat. Reductoarele acoperite cu nichel sau crom prelungesc durata de viață a produsului, fiind utile pentru conductele cu vapori mari și previn coroziunea.
TIPURI DE REDUCTOARE
Reductoarele concentrice sunt utilizate pe scară largă, în timp ce reductoarele excentrice sunt aplicate pentru a menține nivelul superior și inferior al țevii. Reductoarele excentrice evită, de asemenea, blocarea aerului în interiorul țevii, iar reductorul concentric elimină poluarea fonică.
PROCESUL DE FABRICAȚIE AL REDUCTORULUI DE ȚEVI DE OȚEL
Există procese versatile de fabricație pentru reductoare. Acestea sunt fabricate din țevi sudate cu materialul de umplere necesar. Cu toate acestea, țevile EFW și ERW nu pot utiliza reductorul. Pentru fabricarea pieselor forjate, se utilizează diferite tipuri de metode, inclusiv procese de formare la rece și la cald.
TRATAMENT TERMIC
1. Păstrați materia primă eșantion pentru a o putea urmări.
2. Aranjați tratamentul termic strict conform standardului.
MARCARE
Diverse lucrări de marcare, pot fi curbate, vopsite, etichetate. Sau la cerere. Acceptăm marcarea LOGO-ului dumneavoastră.

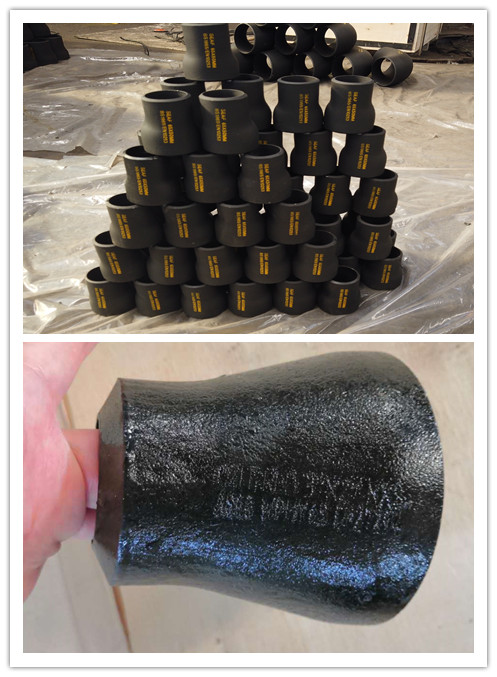
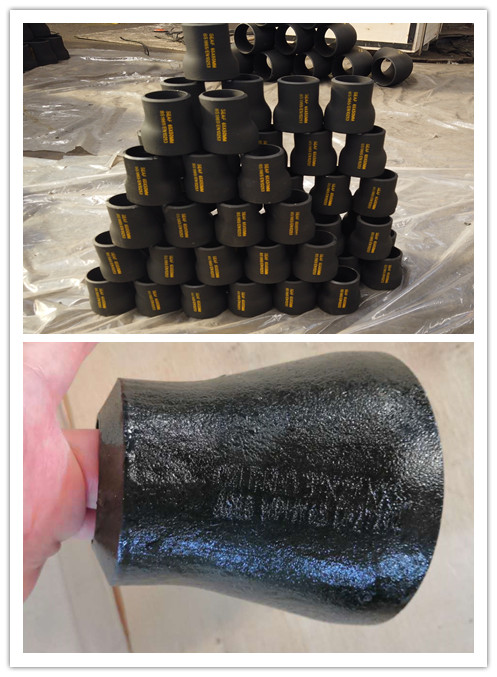
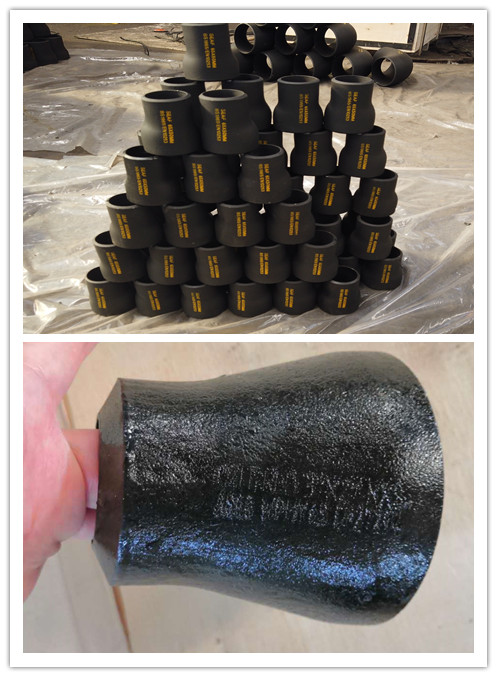
FOTOGRAFII DETALIATE
1. Capăt teșit conform ANSI B16.25.
2. Mai întâi se sablează, apoi se vopsește perfect. Poate fi și lăcuit.
3. Fără laminare și crăpături
4. Fără reparații la sudură

INSPECŢIE
1. Măsurători dimensionale, toate în limita toleranței standard.
2. Toleranță de grosime: +/-12,5%, sau la cererea dumneavoastră
3. PMI
4. MT, UT, test cu raze X
5. Acceptați inspecția terților
6. Furnizare MTC, certificat EN10204 3.1/3.2.
AMBALARE ȘI TRANSPORT
1. Ambalat în cutie de placaj sau palet de placaj conform ISPM15
2. vom pune lista de ambalare pe fiecare colet
3. Vom pune marcaje de expediere pe fiecare colet. Cuvintele marcajelor sunt la cererea dumneavoastră.
4. Toate materialele de ambalare din lemn nu necesită fumigare


Tratament termic
1. Păstrați materia primă din eșantion pentru a putea fi urmărită. 2. Organizați tratamentul termic strict conform standardului.

Marcare
Diverse lucrări de marcare, pot fi curbate, vopsite, etichetate. Sau la cerere. Acceptăm marcarea LOGO-ului dumneavoastră.
 Fotografii detaliate1. Capăt teșit conform ANSI B16.25. 2. Mai întâi sablare, apoi vopsire perfectă. Poate fi și lăcuit. 3. Fără laminare și crăpături. 4. Fără reparații la sudură.
Fotografii detaliate1. Capăt teșit conform ANSI B16.25. 2. Mai întâi sablare, apoi vopsire perfectă. Poate fi și lăcuit. 3. Fără laminare și crăpături. 4. Fără reparații la sudură.
 Inspecţie1. Măsurători dimensionale, toate în limita toleranței standard. 2. Toleranță de grosime: +/-12,5%, sau la cererea dumneavoastră. 3. PMI. 4. MT, UT, test cu raze X. 5. Acceptăm inspecții de la terți. 6. Furnizam certificat MTC, EN10204 3.1/3.2.
Inspecţie1. Măsurători dimensionale, toate în limita toleranței standard. 2. Toleranță de grosime: +/-12,5%, sau la cererea dumneavoastră. 3. PMI. 4. MT, UT, test cu raze X. 5. Acceptăm inspecții de la terți. 6. Furnizam certificat MTC, EN10204 3.1/3.2.
 Ambalare și expediere1. Ambalat în cutie de placaj sau palet de placaj conform ISPM15. 2. Vom pune lista de ambalare pe fiecare colet. 3. Vom pune marcaje de expediere pe fiecare colet. Marcajele sunt la cererea dumneavoastră. 4. Toate materialele de ambalare din lemn nu necesită fumigare.
Ambalare și expediere1. Ambalat în cutie de placaj sau palet de placaj conform ISPM15. 2. Vom pune lista de ambalare pe fiecare colet. 3. Vom pune marcaje de expediere pe fiecare colet. Marcajele sunt la cererea dumneavoastră. 4. Toate materialele de ambalare din lemn nu necesită fumigare.
Fitingurile pentru țevi sunt componente esențiale în sistemul de conducte, utilizate pentru conectare, redirecționare, deviere, modificarea dimensiunii, etanșare sau controlul debitului de fluide. Acestea sunt utilizate pe scară largă în domenii precum construcțiile, industria, energia și serviciile municipale.
Funcții cheie:Poate îndeplini funcții precum conectarea țevilor, schimbarea direcției de curgere, divizarea și combinarea debitelor, reglarea diametrelor țevilor, etanșarea țevilor, controlul și reglarea.
Domeniul de aplicare:
- Alimentare cu apă și canalizare a clădirii:Coturile din PVC și tricourile din PPR sunt utilizate pentru rețelele de conducte de apă.
- Conducte industriale:Flanșele din oțel inoxidabil și coturile din oțel aliat sunt utilizate pentru transportul mediilor chimice.
- Transportul energiei:Fitingurile pentru țevi de oțel de înaltă presiune sunt utilizate în conductele de petrol și gaze.
- HVAC (Încălzire, Ventilație și Aer Condiționat):Fitingurile de cupru sunt utilizate pentru conectarea conductelor de agent frigorific, iar îmbinările flexibile sunt utilizate pentru reducerea vibrațiilor.
- Irigații agricole:Conectorii rapizi facilitează asamblarea și dezasamblarea sistemelor de irigații prin aspersoare.
-

A234WPB ANSI B16.9 Fiting de țeavă cot aliaj oțel...
-

Fitinguri de țevi SUS304 316 Cot din oțel inoxidabil ...
-

Cot de sudură la 45 de grade din oțel carbon ANSI B16.9
-

Cot din oțel inoxidabil 45/60/90/180 grade
-

Flanșă din oțel inoxidabil 321ss fără sudură pentru îmbinare prin suprapunere...
-

ANSI b16.9 36 inch program 40 sudură cap la cap carbon...




